Schweißen

Alle technisch Verantwortlichen im Hause HERGES haben die Qualifikation
Schweißfachingenieur (EWE) bzw. Schweißtechniker, Schweißfachmann (EWS) oder Schweißwerkmeister.
Das Unternehmen hat den Nachweis erbracht, die schweißtechnischen Qualitätsanforderungen nach DIN EN ISO 3834-2:2006 zu erfüllen.
Wir sind zertifiziert tragende Bauteile und Bausätze für Stahltragwerke bis EXC4 nach EN 1090-2 herzustellen.
Alle eingesetzten Schweißer sind nach DIN EN ISO 9606-1 geprüft. Die Prüfungen decken alle zur Verwendung kommenden Werkstoffe sowie die notwendigen Materialstärken und Schweißpositionen ab.
Darüber hinaus liegen Verfahrensprüfungen nach DIN EN ISO 15614-1 für alle eingesetzten Schweißverfahren vor.
Das Unternehmen erfüllt die Voraussetzungen nach AD 2000 Merkblatt HP 0 zur Fertigung von Druckgeräten
gemäß Druckgeräterichtlinie 97/23 EG in den Modulen A2, G und B1+F.
Schweißprozesse nach DIN EN ISO 4063:
nachfolgende Schweißprozesse nach DIN EN ISO 4063 kommen in unserem Unternehmen vor:
|
Schweißprozess |
Kurzzeichen D |
Kurzzeichen USA
|
Ordnungsnummer |
|
Unterpulverschweißen |
UP |
|
121
|
|
Lichtbogenhandschweißen |
E |
SMAW |
111 |
|
Metall-Aktivgasschweißen |
MAG |
GMAW |
135 |
|
Wolfram-Inertgasschweißen |
WIG |
GTAW |
141 |
|
Hubzündungs-Bolzenschweißen |
|
|
783 |
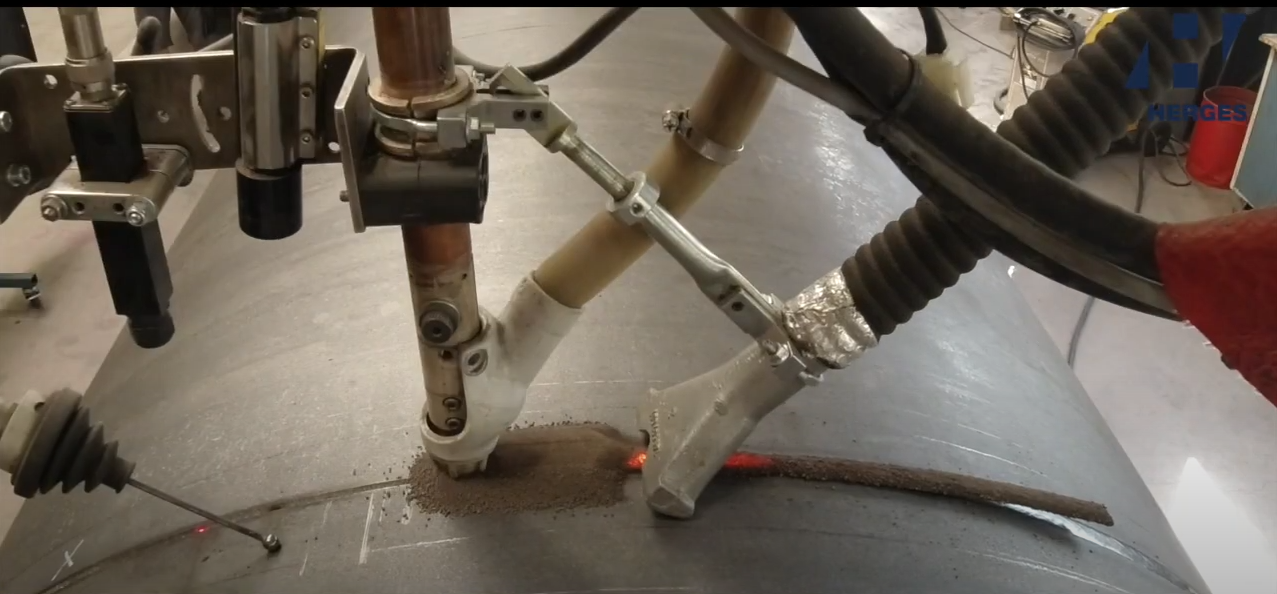
Mit einem neuen Unterpulver-Schweißautomaten weiter in Richtung Industrie 4.0 !
Mit einer Schweiß-Stromstärke von bis zu 1200 Ampere und dem 5 x 5 m großen Automatenträger können wir nun an Bauteilen mit bis 4000 mm Durchmesser beidseitig Längs- und Rundnähte automatisiert schweißen.
Das UP-Schweißverfahren führt zu einer Effizienzsteigerung
der Schweißarbeiten bei Blechstärken >6 mm, zu einer höheren
Qualität der Schweißnahtgüte sowie einer deutlich besseren
Reproduzierbarkeit der Prozesse.
Nicht nur die Optik der Schweißnähte wird Sie überzeugen!
Um die Mechanisierung der Prozesse in unserer Kernkompetenz "Schweißtechnik" weiter voranzubringen, haben wir in eine Orbitalschweißanlage investiert.
Beim Orbitalschweißen umfährt der Schweißbrenner die Rundnaht des Rohres auf einer festen Umlaufbahn der Schweißzange.
Die Programmsteuerung der Schweißanlage führt zu perfekt reproduzierbaren Schweißnähten.
Hierbei wird die Handfertigkeit des guten Schweißers durch die Orbitalschweißanlage ersetzt. Der Bediener hat eine Überwachungsfunktion, Qualität und Produktivität können dadurch deutlich gesteigert werden.


